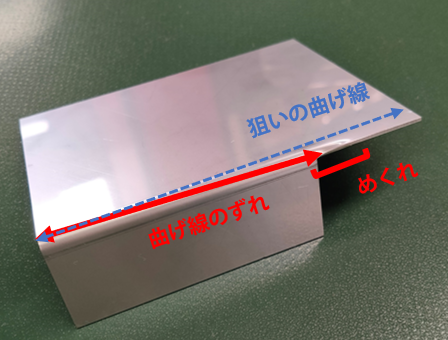
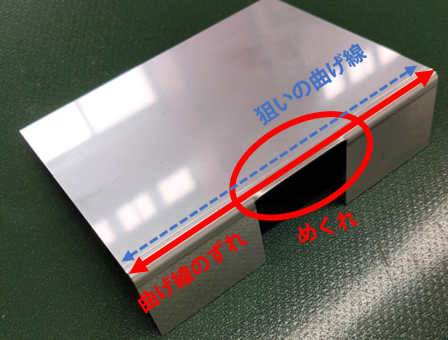
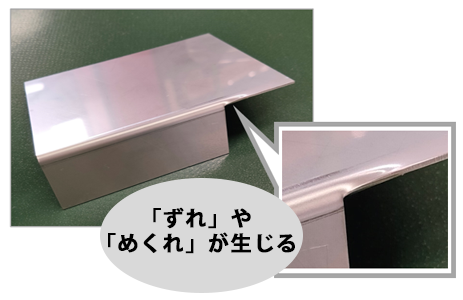
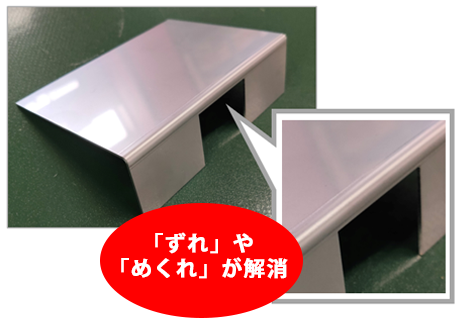
曲げ線位置の「ずれ」や
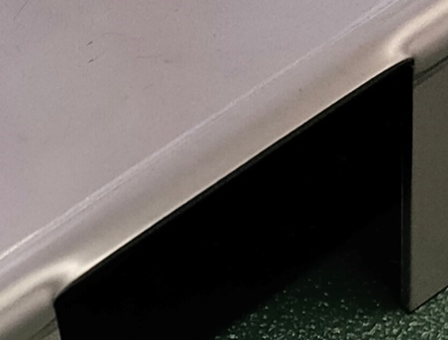
曲げ部分の「めくれ」
曲げ部分の「めくれ」
外側
めくれ部分:外側

めくれ部分:内側
加工屋さんから「この図面だと加工が難しい…」と相談され、設計変更をした経験はありませんか?原因は、その図面通りに部品製作を進めてしまうと、変形などの不具合が生じる恐れがあるからかもしれません。
今回は、「曲げ近くに切り欠きがある形状」で不具合が生じた実際の部品を例に、その原因と考慮しておきたいポイントをご紹介!今後の設計の際、ご参考にしてみてください。
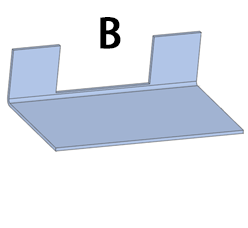
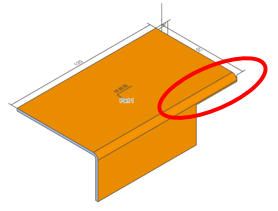
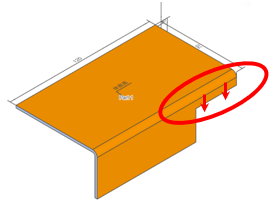
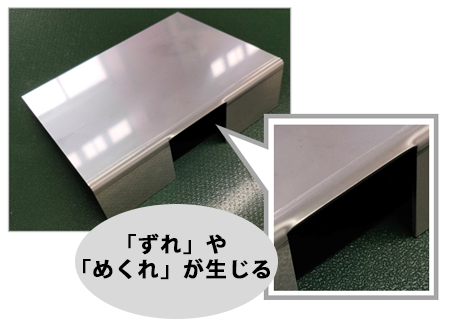
突然ですが、下記2つの「切り欠きがある形状の図面」は、加工の際に変形などの不具合が生じています。どのような不具合が生じていると思いますか?
\上記の図面で生じた、不具合をご紹介します/
外側
めくれ部分:外側
めくれ部分:内側
外側
めくれ部分:外側

めくれ部分:内側
なぜ、このような不具合が生じるのでしょうか?
原因と考慮しておきたいポイントを解説!
まずは、平板の曲げ加工の基本からご紹介します。
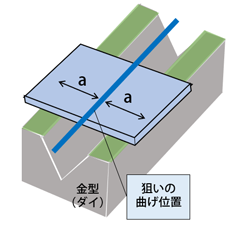
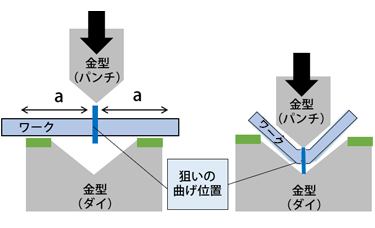
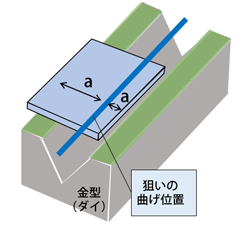
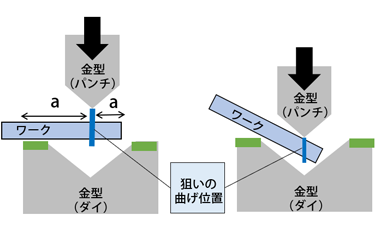
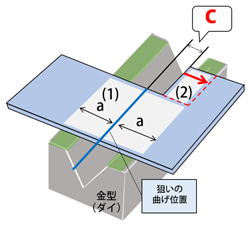
切り欠き部位がない平板の曲げ加工の際、ワークは図1_1のように金型(ダイ)の上に置きます。図1_2は金型(パンチとダイ)でワークを曲げる様子を横から見た図です。狙いの曲げ位置に向かって、上からパンチを押し当て、力を加えて変形させます。
ポイントは図1_1と2のように、狙いの曲げ位置に対しワークの両側(a部分)が、どちらもダイ(緑色部分)にのっていること。ワークの両側がダイに支えられているため、バランスが取れ、パンチの力が均等にワークへかかり、その曲げ位置で曲がります。
しかし図2_1と2のように片側しかダイにのらず両側が支えられていない状態では、上からパンチを押し当ててもワークにかかるパンチの力が逃げてしまい、ワークは曲がりません。
<曲げ加工前>
<曲げ加工時>
<曲げ加工前>
<曲げ加工時>
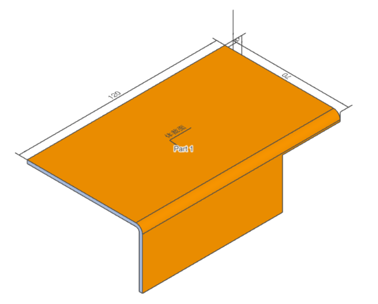
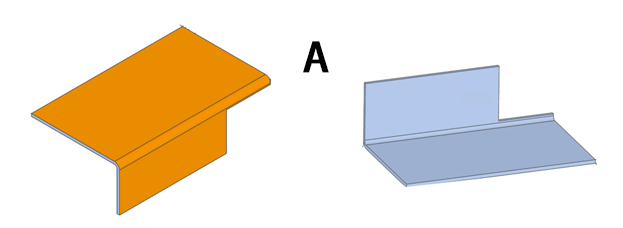
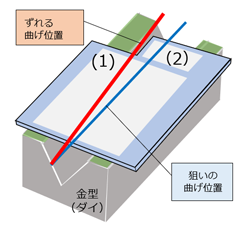
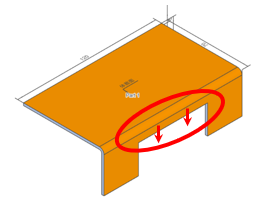
前述の不具合が生じた「A」の形状(図3_1)は、図2_1のように片側しかダイにのらない部位が含まれます。
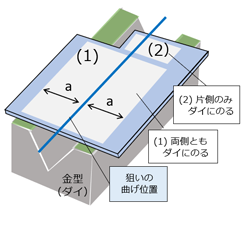
「A」の形状を曲げ加工する場合、ワークはダイの上に図3_2のように置きます。狙いの曲げ位置に対しワークの両側(a部分)が、下記の2つある状態になっています。
(1)で示している部位:
両側ともダイにのっている…曲がる
(2)で示している部位:
片側のみダイにのっている…曲がらない
このままパンチを押し当てて曲げると、(1)の部位は、狙い通りの曲げ位置で曲がろうとします。しかし(2)の部位は、パンチからの力が逃げて曲がらず、切り欠きの頂点に向かい曲げ位置がずれていきます。
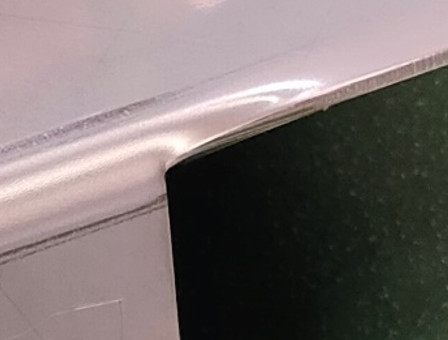
その結果、図3_3 の赤線のように曲げ線が斜めにずれ 、「めくれ」の変形が生じます。
<外側から見た図>
<内側から見た図>
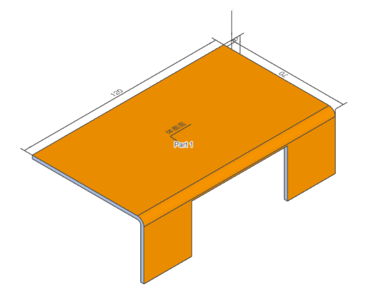
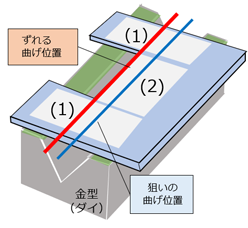
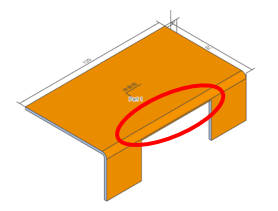
前述の「B」の形状(図4_1)も、不具合が生じるメカニズムは同じですが、曲げ線のずれ方が異なります。
曲げ加工の際、ワークは図4_2のようにダイに置かれます。「A」の形状との違いは、両側がダイにのっている部位(1)が2か所ある点です。
「B」の形状をパンチを押し当てて曲げると、(1)は狙い通りの曲げ位置で曲がろうとしますが、(2)はパンチの力が逃げ、切り欠きがある方向へ狙いの曲げ位置から平行にずれて曲がり、「めくれ」の変形が生じます。
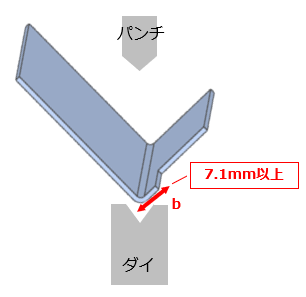
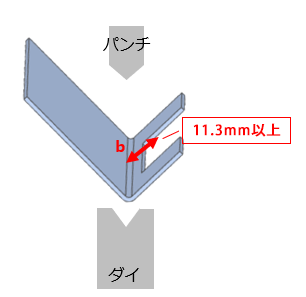
「曲げ近くに切り欠きがある形状」を設計する場合のポイントは、狙いの曲げ位置に対しワークの両側(a部分)が、どちらもダイ(緑色部分)にのる寸法にすること。その寸法は、曲げ加工時に使用するダイの幅を考慮する必要があります。ワークの材質や板厚によって使用する金型(ダイ・パンチ)の種類は異なるため、ダイの幅を考慮した寸法の参考値は下記をご参照ください。
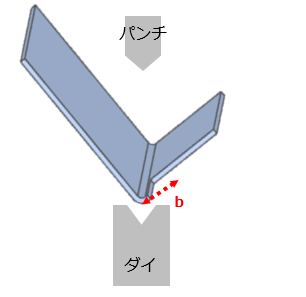
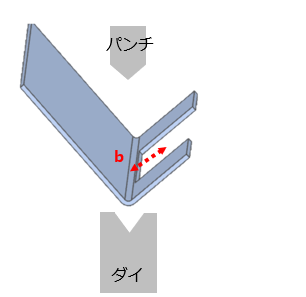
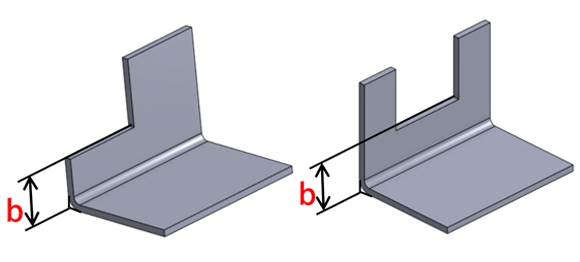
これまでご紹介した図5のような「曲げ線よりも外側に切り欠きがある形状」は、(2)の部位を(1)の部位と同じく両側ともダイにのるようにする必要があります。そのため bの寸法を赤の矢印方向へ向かって伸ばすことが、両側ともダイにのり、「曲げ線のずれ」「めくれ」を回避することにつながります。
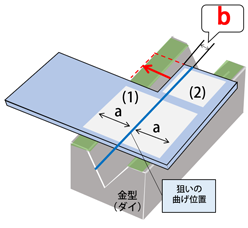
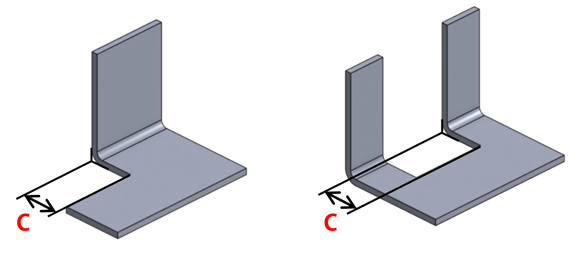
図6のように「曲げ線よりも内側に切り欠きがある形状」の場合も同様に、(2)の部位があるため「曲げ線のずれ」「めくれ」が生じますが、この形状の場合は逆に片側がダイにのっていることが問題です。
不具合を回避するには、片側がダイにのらないようにする必要があります。そのため図6の cの寸法を赤の矢印方向へ伸ばすことが、(2)の部位の両端がダイにのらなくなり、不具合を回避することにつながります。
具体的な事例を元に変更箇所やその方法をご紹介!
冒頭でご紹介した、不具合が生じた片側に切り欠きがある形状「A」は、金型の幅に合わせて寸法を調整したことで不具合が解消できます。
材質:SUS304(2B) 板厚2mm
材質:SUS304(2B) 板厚2mm
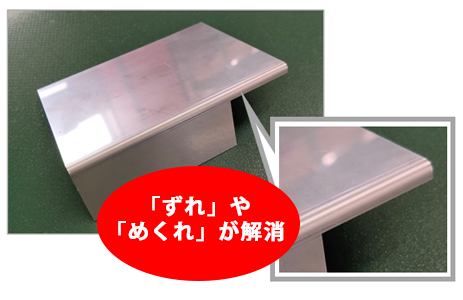
※修正した数値は、材質:SUS304(2B) 板厚2mm での寸法です。材質、板厚により、修正数値は異なります
中央に切り欠きがある形状「B」も、「A」同様に金型の幅に合わせて寸法を調整し不具合を解消できます。
材質:SUS304(2B) 板厚2.5mm
材質:SUS304(2B) 板厚2.5mm
※修正した数値は、材質:SUS304(2B) 板厚2.5mm での寸法です。材質、板厚により、修正数値は異なります
汎用的に使用できる金型の幅の寸法範囲一覧をご紹介
事前に不具合を回避するための参考値としてぜひ、ご活用ください!
「曲げ近くに切り欠きがある形状」を設計する場合は、曲げ加工時に使用するダイの幅を考慮することがポイントです。曲げに使用する金型は、ワークの「材質」や「板厚」によって利用する種類やサイズが変わるため、考慮する寸法範囲も異なります。以下の参考値一覧を参照し、設計時にお役立てください。
| 材質 | 板厚 | (A)参考値 b | (B)参考値 c |
|---|---|---|---|
| SPCC SPHC SS400 |
0.8 | 4.2 | 0.8 |
| 1.0 | 4.3 | 1.0 | |
| 1.2 | 5.5 | 1.2 | |
| 1.6 | 6.8 | 1.6 | |
| 2.0 | 8.2 | 2.0 | |
| 2.3 | 9.3 | 4.6 | |
| 3.2 | 13.3 | 6.4 | |
| 4.5 | 17.4 | 9.0 | |
| 6.0 | 23.5 | 12.0 | |
| 9.0 | 33.5 | 18.0 | |
| SECC | 0.8 | 4.2 | 0.8 |
| 1.0 | 4.3 | 1.0 | |
| 1.2 | 4.5 | 1.2 | |
| 1.6 | 5.8 | 1.6 | |
| 2.0 | 7.0 | 2.0 | |
| 2.3 | 8.3 | 4.6 | |
| 3.2 | 11.1 | 6.4 | |
| SUS304(2B) SUS304(片面#400研磨) SUS430(2B) |
0.8 | 4.2 | 0.8 |
| 1.0 | 4.3 | 1.0 | |
| 1.2 | 4.5 | 1.2 | |
| 1.5 | 6.0 | 1.5 | |
| 2.0 | 7.1 | 4.0 | |
| 2.5 | 11.3 | 5.0 | |
| 3.0 | 11.5 | 6.0 | |
| 4.0 | 17.2 | 8.0 | |
| 5.0 | 23.5 | 10.0 | |
| 6.0 | 25.0 | 12.0 | |
| A5052 | 0.8 | 4.2 | 0.8 |
| 1.0 | 4.2 | 1.0 | |
| 1.2 | 4.3 | 1.2 | |
| 1.5 | 6.0 | 1.5 | |
| 1.6 | 6.0 | 1.5 | |
| 2.0 | 7.1 | 2.0 | |
| 2.5 | 10.0 | 4.0 | |
| 3.0 | 11.5 | 6.0 | |
| 4.0 | 17.2 | 8.0 | |
| 5.0 | 17.9 | 10.0 | |
| 6.0 | 23.0 | 10.0 | |
| パンチングメタル -丸孔60°千鳥タイプ- |
0.8 | 4.2 | 0.8 |
| 1.0 | 4.3 | 1.0 | |
| 1.2 | 6.0 | 1.2 |
切り欠きや曲げ形状の板金加工品も
meviy FAでの見積もりは最短3秒で可能!ぜひお試しください!
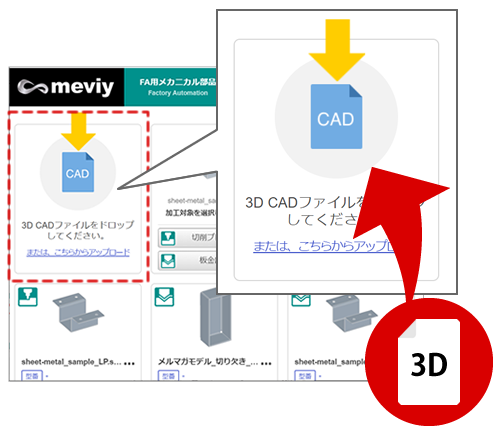
以下の3ステップで、お手持ちの3DCADデータを見積もりしていただけます。
今回ご紹介したコスト削減事例を参考に、形状変更でのコスト比較をぜひ試してみてください。
いつもご利用いただいている
IDとパスワードでOK!!
手元の3DCADデータファイルを画面上のポイントまでドラッグしドロップするだけ!
※すぐ下の「こちらからアップロード」でもOK!
選択すると「次に進む」ボタンが表示。
ボタン押下で見積もり開始!!
